Beyond the Noise: Unlocking the potential of Acoustic Monitoring

The monitoring of rotating machinery, and in particular ball bearings, is a popular and much researched topic in the field of predictive maintenance (PM). At Flanders Make, we have been working on this challenge for a long time, in several projects over many years. Through our research, we have developed algorithms for vibration-based predictive maintenance and created a dataset of bearing faults.
In our latest project, we focused on acoustic signals rather than vibration signals to detect anomalies in bearings. The starting point was that acoustic monitoring is a potentially cheaper way of monitoring assets, but has not yet proven robust enough for most use cases. The challenge lies in successfully detecting anomalies without generating false positives. Specifically, we focused on:
- Eliminating unwanted interference from background noise.
- Accelerating the development of a labelled dataset of anomaly instances.
By overcoming these challenges, we can easily transfer knowledge from vibration-based monitoring to the acoustic domain. Features that are known to be indicative of certain types of failure translate one-to-one to the acoustic domain, thus unlocking the huge potential of acoustic monitoring for predictive maintenance.
Noise Reduction
Whether we monitor vibration or sound – we are trying to register the same physical signal generated by a bearing fault. We know which features or frequencies to look out for, but the difficulty in the case of acoustic monitoring, is mitigating noise.
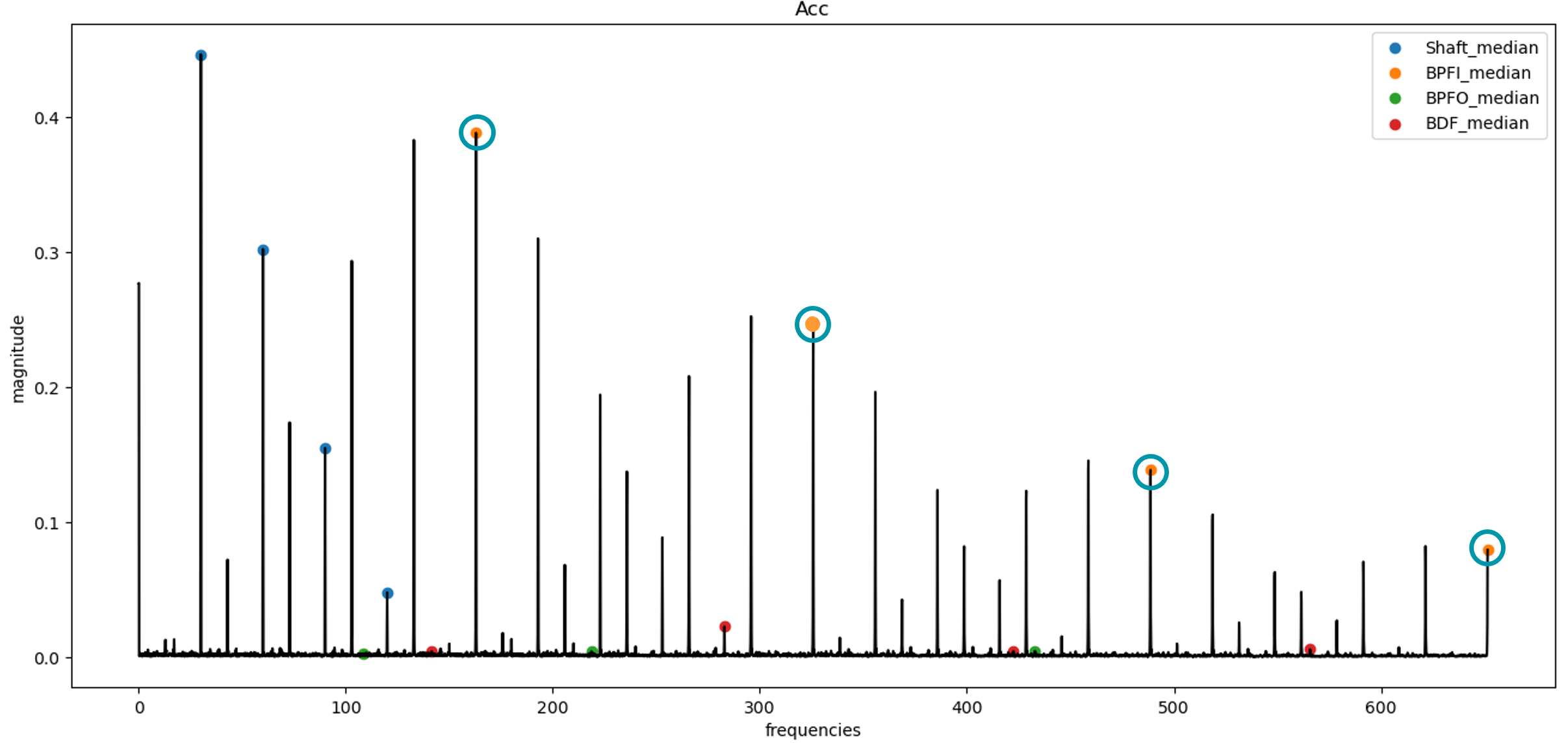
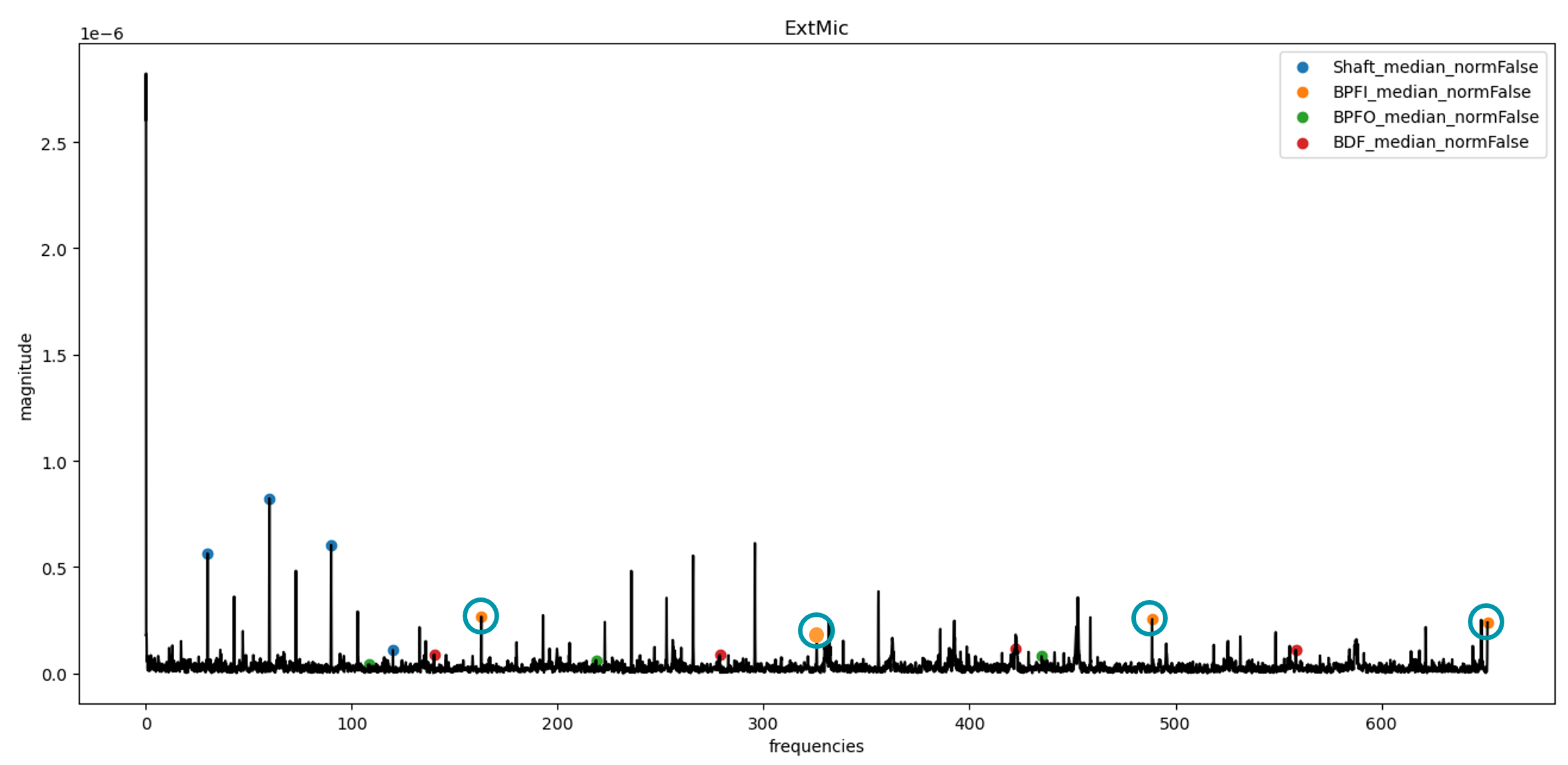
These graphs show the squared envelope spectrums of (1) an accelerometer (vibration monitoring) and (2) a microphone signal (acoustic monitoring). In case of vibration monitoring, the fault frequencies are clearly distinguishable but the fault frequencies are much closer to the noise floor in case of acoustic monitoring.
Reducing unwanted noise, such as background noise, without overcomplicating the setup is critical to making acoustic monitoring feasible for industry. We created a strategy for noise-aware smoothing, focusing on what we called "acoustic disturbances": short acoustic events that do not originate from the bearing being monitored.
The first way we dealt with noise was combining the known fault frequency features from the vibration domain with the mel spectrogram of the signal being processed. The characteristics mapped on the mel scale (a perceptual scale of pitches based on human hearing) are instrumental for the algorithms to effectively learn patterns that correspond to different acoustic events. This allowed our model to learn which broad areas of the frequency spectrum to pay attention to or ignore, and even correct for some noise-related distortion in the domain-specific features.
The second method was to post-process the output and make sure that noisier parts of the signal were weighted less than cleaner parts, where acoustic disturbances had lower intensity or were absent. Characterising the amount of background noise was an important aspect of this approach. We focused on a few known disturbances that occur regularly in the test environment, such as noise from adjacent test setups or human speech in the lab, as well as a general concept of "loud noise"; defined as a brief peak in the signal. By developing detectors to quantify the presence of such acoustic events, we were able to assign a background noise score to each window of data acquired. This in turn allowed us to effectively bias the results towards the output of clean signals. This was a crucial step in significantly reducing the false positive rate.
Active learning for a reliable dataset
Another issue is the considerable cost of developing a labelled dataset. The supervised anomaly detection approach we employ relies on availability of labelled instances of anomalous operation. It is not always feasible to have anomalous operations proceed for data collection purposes, and even when it is, labelling is a costly and typically manual process. Developing ways of reducing this cost is another barrier for industrial feasibility.
We used accelerated lifetime tests, running them on close to a hundred bearings with loads above the specifications until reaching a critical vibration level. We also labelled them based on the kind of failures they experienced by dissecting the degraded bearings. Furthermore, we have investigated the vast potential of active learning: an algorithm iteratively chooses the most informative unlabelled samples for an expert to label. We have demonstrated, albeit on a different acoustic dataset than the ball bearing dataset, that active learning can significantly reduce the number of labelled samples required.
Conclusion: Precise monitoring is feasible
Using the baseline model based on vibration monitoring, we were unable to reach a reliable precision rate for anomaly detection using microphones.

But with our enhancements we were able to reach a precision level of 99.9% i.e. less than 0.1% false positives. The final pipeline includes mel-spectrum based features and noise-aware smoothing.

What does this mean for you?
The potential of acoustic monitoring in predictive maintenance is now unlocked.
Flanders Make has been doing intensive research in the field of condition-based maintenance for years and will keep up with the latest advancements in technology. We can guide companies towards the appropriate methodology and technology for their condition-based maintenance.